




喜报!天弘激光荣获苏州工业园区“高原产业重点企业”、“尖峰企业”认定
- 分类:企业新闻
- 作者:天弘激光
- 来源:天弘激光
- 发布时间:2021-05-21 16:30
- 访问量:
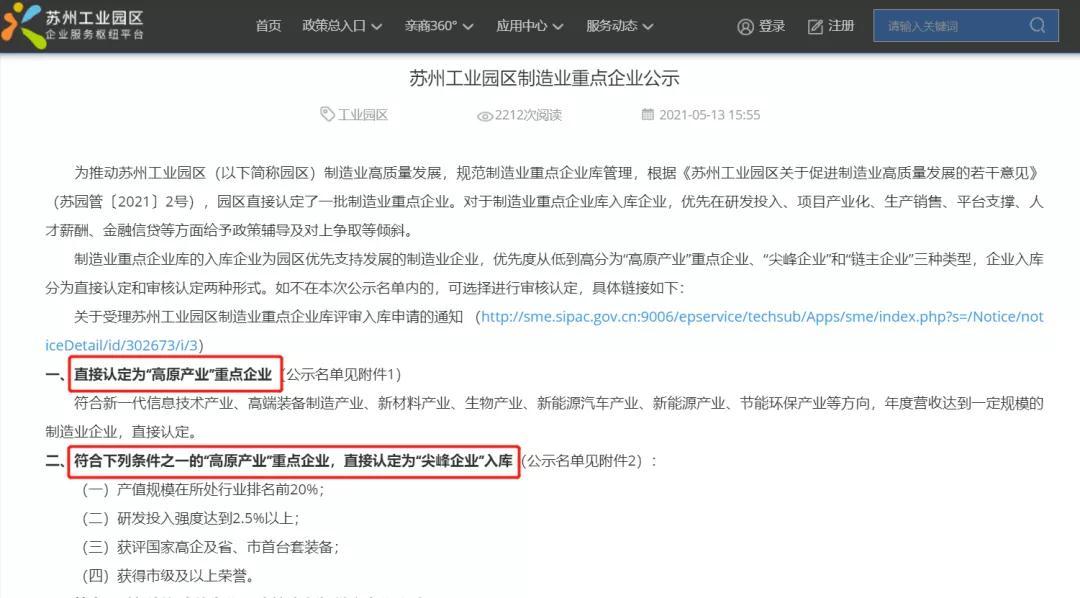
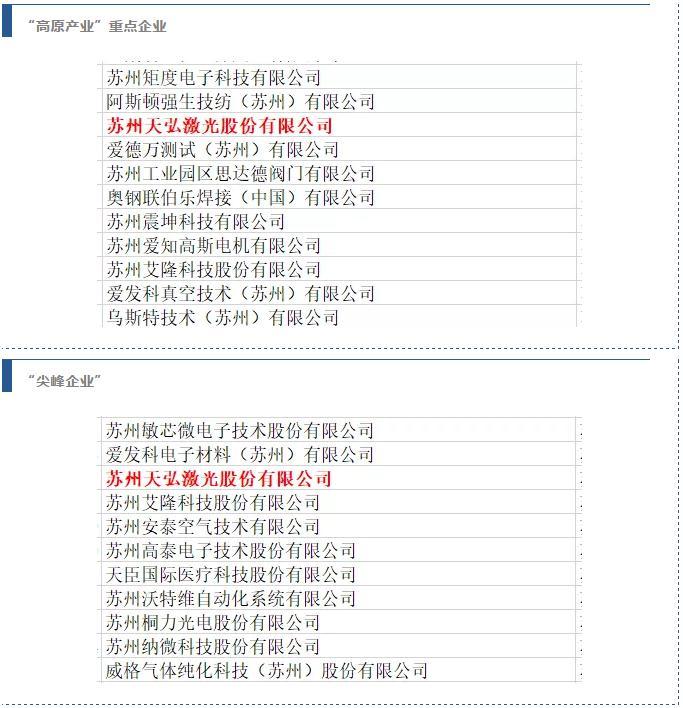
【概要描述】为推动苏州工业园区(以下简称园区)制造业高质量发展,规范制造业重点企业库管理,根据《苏州工业园区关于促进制造业高质量发展的若干意见》(苏园管〔2021〕2号),园区直接认定了一批制造业重点企业。天弘激光荣获苏州工业园区“高原产业重点企业”、“尖峰企业”认定。

喜报!天弘激光荣获苏州工业园区“高原产业重点企业”、“尖峰企业”认定
【概要描述】为推动苏州工业园区(以下简称园区)制造业高质量发展,规范制造业重点企业库管理,根据《苏州工业园区关于促进制造业高质量发展的若干意见》(苏园管〔2021〕2号),园区直接认定了一批制造业重点企业。天弘激光荣获苏州工业园区“高原产业重点企业”、“尖峰企业”认定。
- 分类:企业新闻
- 作者:天弘激光
- 来源:天弘激光
- 发布时间:2021-05-21 16:30
- 访问量:
详情
为推动苏州工业园区(以下简称园区)制造业高质量发展,规范制造业重点企业库管理,根据《苏州工业园区关于促进制造业高质量发展的若干意见》(苏园管〔2021〕2号),园区直接认定了一批制造业重点企业。天弘激光荣获苏州工业园区“高原产业重点企业”、“尖峰企业”认定。
苏州天弘激光股份有限公司是全球先进的综合激光解决方案提供商,始创于2001年1月,注册资本7232万元,置业四万余平方。天弘激光旗下有5个工厂、1个软件公司和1个子品牌公司,包括有苏州天弘总部、宿迁天弘、广东天弘、浙江天弘、张家港科莱得、苏州天左数据和苏州衡快激光;拥有九类标准化智能装备生产基地,其中包括:高功率激光切割、激光切管、中小功率激光加工、激光焊接、激光微(精密)加工、激光熔覆(再制造)、激光淬火(强化)、激光3D打印、激光自动化生产线等。公司专注于工业智能装备的研发、制造和服务。

此次殊荣的获得,标志着天弘激光在技术研发、发展速度、综合实力等方面得到苏州工业园区相关部门的高度肯定和认可,这既是一种荣誉,也是一种责任。未来,天弘激光将以更加奋发的自主创新精神,打造出更高质的激光设备及自动化解决方案,以激光技术力量,推动激光产业升级,为客户创造出“增量价值”,为“中国智造”添砖加瓦。
关键词:
上一个:
天弘激光热烈庆祝中国共产党成立100周年
下一个:
“弘”国之力量,天弘激光板材切割品质之选
上一个:
天弘激光热烈庆祝中国共产党成立100周年
下一个:
“弘”国之力量,天弘激光板材切割品质之选



